
联系我们
- 地 址:广东省河源市源城区风光村明林工业园
- 电 话:0762-3832996
- 传 真:0762-3832995
- 邮 箱:shuxiong@shuxiong.com.cn
一、树脂磨具混料工艺流程图
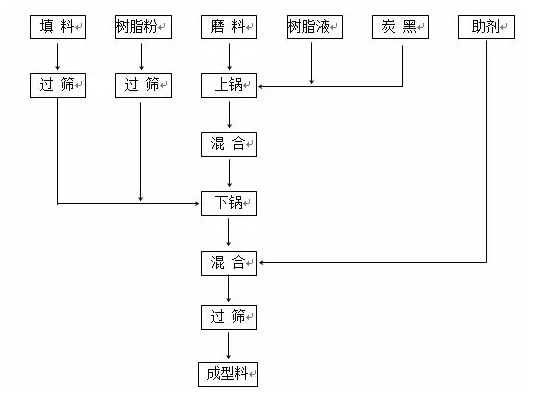
图1:双锅混料机混料工艺流程
粉状树脂磨具成型料,在混料过程中,需加入湿润剂。一般情况下是液体酚醛树脂和液体环氧树脂,它们硬化后又成为结合剂的一部分,所混制的成型料具有良好的松散性和可塑性,便于摊料和实现成型的自动化,使得磨具的组织比较均匀,坯体的湿强度也较高。
磨料表面首先被一层低粘度的液体所包涂,在填料和粉状树脂加入后,液体树脂就把它们粘结在磨粒的外表面,液体树脂与粉状树脂的混料比例适当时,成型具有良好的松散性,每颗磨粒的外表面有一层干燥的树脂粉膜,使颗粒能彼此分开。
若液体树脂配量少或粉状树脂配量多时,料就干燥多粉,未粘附在磨粒上的过量粉状树脂游离在混合料内,投料时易沉积在磨具底面,造成坯体积粉现象,导致硬化后产品硬度不均。
当液体树脂配量多或粉状树脂配量少时,磨粒表面不能形成树脂粉膜,成型料则潮湿、结块,影响成型操作和制件的组织均匀性。为此混料时必须把液体树脂和粉状树脂的比例调节好,才能混出性能料良好的成型料。
二、成型料混制均匀的影响因素
1.加料次序的影响
磨粒—湿润剂—混合—粉状树脂+填充剂—混合
首先,湿润剂把磨粒表面润湿,然后加粉状树脂和填充剂,使结合剂均匀粘附在磨粒上,成型料既具有可塑性,又具有一定的松散性,同时粉状树脂和填充剂均匀的分布于磨料的表面,在切割过程中填充剂能够起到预期的作用。因此这种加料次序比较合理。如存在未被湿润的磨粒,磨粒被粉状材料包围,不易被湿润剂湿润,而湿润剂将树脂粉粘结成小结合剂团,影响结合剂的均匀分布。
2.混料时间的影响
混料时间的长短与成型料的状态、树脂液的黏度、磨料粒度的粗细、混料机的结构和室温的高低有关。一般而言,混料时间太短,混料不均匀,混料时间长些,则混料均匀些。但是混合时间过长也有害处。若混料时间过长会使混合料颗粒之间互相摩擦次数增加而发热,易使磨料表面的树脂粉膜被溶解,是成型料失去松散性,造成结块。因此,加入粉状树脂后,分散均匀就应立即停止搅拌。一般细粒度成型料的混制时间比粗粒度成型料长,因为细粒度的总表面积大,要使湿润剂充分润湿磨粒合结合剂分布均匀,必须有较长的时间。
3、树脂液粘度的影响
粘度高的液体树脂润湿性能差,混料时间长,若用于细粒度料很难混均匀的。从混料均匀这点出发,粘度低的树脂容易分散,有利于混料的均匀性,由于低粘度的液体树脂能溶解较多的树脂粉,造成成型料结块而失去松散性。
对于粗粒度的磨料,选用较高的树脂液;
对于细粒度的磨料,可选用粘度较低的树脂液。
以目前树脂砂轮生产生产的状况,为了解决产品的衰退、强度等方面细粒度的磨料也在使用高粘度、高固含量的液体树脂。
4.粉状树脂的粒度及软化点的影响
在树脂粉配量相同的条件下,粉状树脂粒度粗时所包涂磨粒的总面积小,成型料易变湿;而粒度细时能包涂磨粒的总表面积大,料易变干。
粉状树脂软化点低,料易结块,软化点高则相反,所以混料时应根据粉状树脂的粒度和软化点情况,决定混料比例。
5.树脂粉与树脂液配比的影响
成型料的质量,和树脂液与树脂粉的配比即干湿度,有很大关系。
若太湿,即树脂液的比例过大,成型料易结块,摊料困难,磨具的组织均匀性难以保证。
若太干,即树脂液的比例过小,树脂粉不能充分附着在磨粒表面,在成型料中处于游离状态,易造成硬度不均缺陷等。
树脂粉与树脂液量的比值与树脂液的粘度、环境温度、湿度、树脂粉的软化点、磨料的粒度、填料的加入量等因素有关。
对于粉状料,树脂粉与树脂液量的比例,一般情况下应为2左右较适宜。
6.室温的影响
室温过高过低均影响粘度,而粘度又影响成型料的均匀性。为了稳定生产,国外树脂磨具车间要求保持室温在25℃左右。如不能保持恒温要根据季节进行调整。
7.过筛的影响
对粗粒度料,可以消除结块,使料松散,便于摊料。
对细粒度料,不但起松散作用,选择合适的筛网号可使成型料达到均匀的目的。
8.其他方面影响
混料速度的影响,一般而言速度越快对于混料效果越差;
混料锅深度的影响,料锅的深度越深对于成型料在锅中上下层成型料越不容易混制均匀;
混料量的影响,混料量过多不能搅拌均匀,混料量过少没有效率;
混料聊叉设计的影响,设计料叉过多搅拌力增加,成型料容易发热,设计料叉角度不合理致使成型料不能够在锅中上下层成型料不容易混制均匀。
影响混料工序的不仅仅有以上原因,比如磨料的清洁度以及辅料的比重、粒度等等所以混料质量的好坏往往有很多方面的因素,需要时具体的情况进行调整。
亿泽科技新型磨料
亿泽科技将磨料表面处理采取了多重结合的工艺,以使磨料的性能达到最高的优化。首先选用优质的白刚玉磨料经过碱性处理浸,泡于碱性溶液中,然后冼净,烘干。然后再以陶瓷液涂于磨料表面,并经高温烧结处理。
碱性处理,利用碱对磨料有一定的腐蚀能力,以增加了磨料表面的粗糙程度,同时提高了磨粒表面的毛细管作用,有利于磨料与粘结剂的粘结效果,使磨粒的镀衣层不易脱落下来,镀衣层效果的提高,最终导致提高了砂轮的磨削效果与耐用度。
陶瓷镀衣处理使磨料表面包裹了一层薄薄的陶瓷材料,以利于磨料与粘结剂的粘结,从而提高砂轮的耐用度。
经过高温煅烧后处理的磨料一是磨料在制粒过程中由于多次撞击所形成的微细裂纹在高温时被烧结,增加了磨料在制造过程中由于烧结而增加了单颗粒的强度。二是增加磨料的毛细管作用,增加了磨料的亲水性,提高了磨粒对粘结剂的吸附作用,从而使磨粒与粘结剂能够有较强的粘附力。
最后将磨料干洗处理事磨料表面清洁度更高,经过陶瓷处理后的磨料酸碱度中性,磨料和树脂结合剂的粘接强度更高。